-


-


-


-

WhatsApp

-


WeChat





















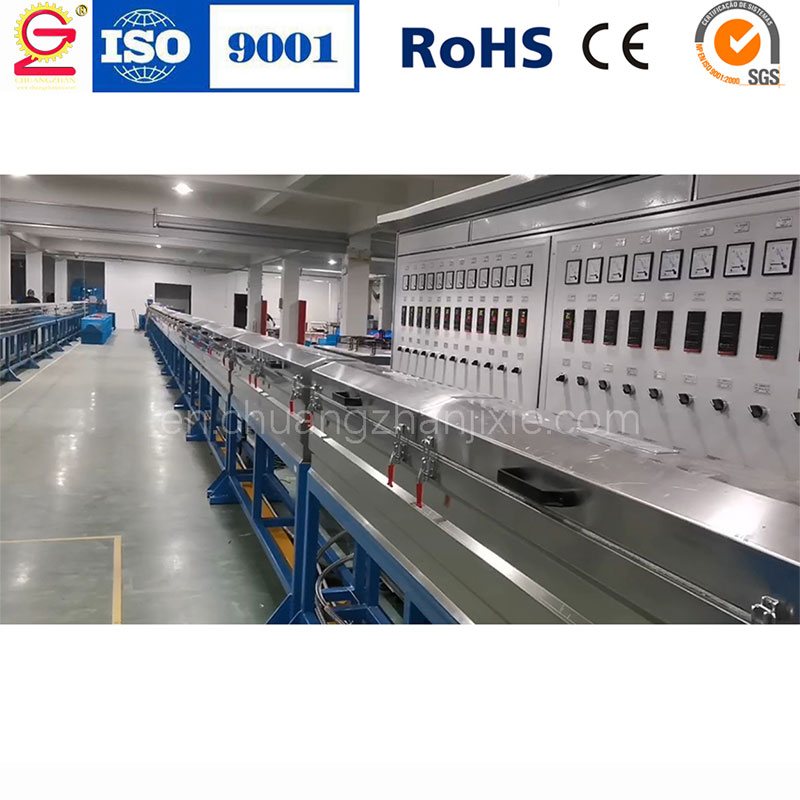
Сетевые кабели
Данное оборудование предназначено для производства кабелей по технологии «оболочка–пена–оболочка» с возможностью нанесения продольных полос. Отличается высокой эффективностью, возможностью непрерывного контроля производственных параметров, хранением данных в компьютере с последующим просмотром и считыванием в любое время.
Описание
маркер
Назначение
Данное оборудование предназначено для производства кабелей по технологии «оболочка–пена–оболочка» с возможностью нанесения продольных полос. Отличается высокой эффективностью, возможностью непрерывного контроля производственных параметров, хранением данных в компьютере с последующим просмотром и считыванием в любое время. Оснащено полностью автоматическим сдвоенным приемным устройством, которое обеспечивает быструю смену катушек при высокоскоростном производстве и высокий уровень автоматизации.
На данном автоматическом приемнике, кроме ручной установки пустых катушек в зону загрузки, все операции — подача катушки, зажим, намотка, смена катушки, освобождение катушки, вывод полной катушки из приемника и др. — выполняются автоматически под управлением компьютера.
Характеристики оборудования
| Модель | Диаметр заготовки (мм) | Диаметр готового изделия (мм) | Обороты шнека (об/мин) | Линейная скорость (м/мин) |
| φ30 | 0.21-3.0 | 0.31-4.0 | ||
| φ35 | 1.1 | 1.3 | 500 | |
| φ40 | 0.21-3.0 | 0.6-4.0 | 10-110 | 600 |
| φ50 | 0.3-4.0 | 0.8-6.0 | 10-110 | 500 |
| φ60 | 0.8-5.0 | 0.9-8.0 | 0-100 | 300 |
| φ65 | 1.0-4.0 | 2.0-6.0 | 0-100 | 600 |
| φ70 | 0.8-3.5 | 1.8-7.5 | 0-90 | 300-500 |
| φ80 | 1.0-5.0 | 2.0-7.0 | 0-90 | 500 |
| φ90 | 5.48-34 | 11.48-38 | 0-110 | 300 |
| φ100 | 70мм (макс.) | 0-60 | 100 | |
| φ120 | 11.8-65 | 15.4-71.6 | 0-80 | 110 |
| φ150 | 25-130 | 30-150 | 0-70 | 5-60 |
| φ175 | 25-150 | 30-160 | 50 | 40 |
| φ200 | 30-160 | 40-175 |
Основные характеристики
Используемые материалы и экструзия
Подходящие материалы: переработка цельного PE/PP (внутренний и внешний слой оболочки), вспененного PE (вспененный слой), наложение 3-х слойной конструкции «оболочка–пена–оболочка»; удовлетворение требований изоляции из цельного полиэтилена низкой, средней и высокой плотности, а также вспененного слоя с коэффициентом вспенивания 35–70%. При максимальном вспенивании более 60%, диаметре проводника 0,97 мм после нанесения «оболочка–пена–оболочка» диаметр может составлять 2,15–2,17 мм.
Диапазон экструзии: максимальный внешний диаметр изоляции после экструзии: Ф1,0–3,0 мм, подходящий диапазон диаметров проводника: Ф0,400–1,200 мм (после волочения).
Производительность: скорость производственной линии до 100–1200 м/мин (в зависимости от конструкции и качества скрученной жилы), поддержка высокоскоростного непрерывного производства.
Система точного контроля
Стабильность электроёмкости: при использовании моножильных проводников среднее отклонение электроёмкости изолированной жилы ±1%; при производстве вспененных жил номинальная электроёмкость >200 пФ/м, отклонение ±1%; при <200 пФ/м — отклонение <±2 пФ/м.
Коаксиальность: при диаметре изоляции менее Ф1,3 мм коаксиальность 95%. Реализовано 5 методов расчёта коаксиальности (при использовании швейцарских импортных технологических инструментов).
Точность измерений
Лазерный измеритель диаметра горячего конца (Швейцария, ZUMBACH ODAC 14XY-EN-X): минимальный измеряемый диаметр — 0,06 мм, зона измерения — 16×16 мм, обеспечивает непрерывный контроль диаметра.
Измеритель электроёмкости в ванне с водой (Швейцария, ZUMBACH): точность ±0,1 пФ/м ±0,3%, обеспечивает стабильность электроёмкости.
Синхронный измеритель внешнего диаметра и эксцентриситета (Швейцария, ZUMBACH): точность измерения диаметра ±0,1 мкм, точность измерения эксцентриситета ±0,5 мкм, позволяет в реальном времени контролировать симметричность формования.
Точность счётчика длины: счётчик длины (Тайвань, Yangming) с классом точности 0,1%, поддержка двухступенчатого счёта длины. Сдвоенный автоматический приемник способен автоматически производить счет метража и остановку по достижении заданного значения.
Контроль вспенивания и давления
Оснащено системой подачи азота высокого давления (Швейцария, MAXIMATOR) с максимальным выходным давлением 700 бар. Управление давлением, расходом и временем подачи газа осуществляется через ПЛК, что позволяет точно регулировать коэффициент вспенивания.
Установлены 4 комплекта датчиков давления (по одному для внутреннего слоя оболочки, экструдера, внешнего слоя оболочки и соэкструдера), а также 1 комплект датчиков температуры и давления для головки экструдера для непрерывного контроля давления и обеспечения стабильности экструзии.
Волочение и отжиг
Волочильная машина Z17-T800: входной диаметр катанки Ф2,6–3,5 мм, выходной — Ф0,400–0,900 мм; удлинение готовой проволоки не менее 28±1%; мощность главного двигателя — 55 кВт, управление через частотный преобразователь Yaskawa, скорость волочения до 1500 м/мин.
Приставка непрерывного отжига поддерживает скорость до 1200 м/мин (по скорости волочения), используется технология контактного отжига с прямым током, питание от источника Inovance; в отличие от традиционных приставок отжига, обладает высокой эффективностью и точностью синхронизации скорости.
Изображения кабельной продукции

связаться с нами
Сопутствующие популярные продукты

Крутильная машина Ф800
Крутильная машина одинарной скрутки Φ800 консольного типа предназначена для скрутки жил различных типов кабелей, при совместной работе с устройством открутки может использоваться для скрутки кабелей передачи данных.

Физически вспененный тефлон
Данное оборудование предназначено для наложения изоляции из физически вспененного тефлона. Особенно подходит для кабелей, таких как электронные провода, сверхтонкие жилы, сверхтонкие тефлоновые жилы для высокочастотной передачи данных, коаксиальные кабели, медицинские сигнальные кабели, силовые и энергетические кабели, кабели для высокоскоростной передачи данных, оптоволоконные кабели и др.

Крутильная машина Ф1250
Крутильная машина одинарной скрутки Φ1250 консольного типа предназначена для скрутки жил различных типов кабелей, при совместной работе с отдающим устройством с откруткой может использоваться для скрутки кабелей передачи данных.

Наложение тефлона
Данное экструзионное оборудование для наложения тефлона специально разработано для разнообразных потребностей в производстве тефлоновых кабелей и широко применяется для экструзии сверхтонких тефлоновых жил (ETFE/FEP/PFA), сверхтонких тефлоновых жил для высокочастотной передачи данных, а также коаксиальных кабелей.

Линия с соэкструзией
Данная производственная линия разработана для высокоэффективной соэкструзии разных материалов на кабель. Интегрирует технологию совместного наложения материалов в несколько слоев, а также интеллектуальную систему совместного контроля, что обеспечивает точность наложения различных материалов с разными характеристиками (например, изоляционный слой, экранирующий слой, оболочку).

Перемоточная машина для проводов и кабелей
Непрерывность производственных процессов: после экструзии либо скрутки кабеля производится его перемотка с приемного устройства производственной линии на подходящие барабаны для последующего процесса производства, хранения либо транспортировки. Обеспечивает непрерывность производства.

Крутильная машина Ф1000
Крутильная машина одинарной скрутки Φ1000 консольного типа предназначена для скрутки жил различных типов кабелей, при совместной работе с отдающим устройством с откруткой может использоваться для скрутки кабелей передачи данных.

Грубое волочение
Линия грубого волочения меди предназначена для получения проволоки из катанки путем протягивания через круглое или фасонное отверстие в фильере, сечение которого меньше сечения заготовки. Линия оснащена отжигом на проход.
Кремнийорганическая (силиконовая) резина
Линия предназначена для экструзии кремнийорганических резиновых смесей на жилу, обеспечивает стабильный диаметр без пузырей. Широко применяется в сферах электроники, энергетики, автомобилестроения, авиационно-космической промышленности и других областях с высокими требованиями к качеству кабелей.

Крутильная машина Ф630
Крутильная машина одинарной скрутки Φ630 консольного типа с отдающим устройством с откруткой разработана для скрутки жил высокочастотных кабелей, обеспечивает парную скрутку, а также скрутку с откруткой медицинских кабелей, передачи данных, для военной сферы, высокочастотных и компьютерных кабелей (HDMI, DVI, USB, CAT7 и др.).

Для электромобилей
Производственные линии экструзии медно-алюминиевых шин, наложения изоляции — это ключевое оборудование в области обработки металлов, предназначенное для непрерывного формирования медных, алюминиевых и композитных медно-алюминиевых шин. Широко применяется в энергетике, новых источниках энергии, рельсовом транспорте, промышленной автоматизации и других отраслях для масштабного производства токопроводящих соединительных материалов.

Изоляция из PEEK
Данная экструзионная линия специально разработана для производства высокотехнологичных кабелей из PEEK (полиэфирэфиркетона). В ней сочетаются передовые технологии и прецизионные методы производства с целью удовлетворения строгих требований к кабельной продукции в таких отраслях, как аэрокосмическая промышленность, нефтехимия, медицина, электроника и др.

Тандемная экструзионная линия для производства кабелей
Данная линия разработана для производства кабелей с послойным (поэтапным) наложением слоев материала. Тандемный метод экструзии с интеграцией температурного контроля по зонам и точная координация работы всей линии обеспечивают последовательное наложение различных функциональных слоев (например, нижний изоляционный слой, средний экранирующий слой, наружную оболочку).

Повивная броня / экран
Данная линия предназначена для наложения повивной брони и экранов с последующей обмоткой и запечкой. Применимые материалы: медные, медные луженые, стальные проволоки, алюмопластиковая композитная лента (алюмофлекс), огнестойкая слюдяная лента, прозрачная полиэфирная лента, майларовая лента, бумажная и др. материалы. Удовлетворяет различным требованиям, таким как экранирование, огнестойкость, изоляция и т.д.

Коаксиальные кабели
Оборудование предназначено для наложения изоляции, физически вспененной изоляции на жилу, применяемых в элеткронике (электронные провода). Также широко применяется для нанесения изоляции и оболочки на телекоммуникационные, сетевые, телевизионные и другие кабели связи.

Крутильная машина Ф500
Высокоскоростная крутильная машина Ф500 горизонтального исполнения разработана специально для высоких требований по экранированию изолированных жил за счёт обмотки и применяется в производственных процессах, где требуется обеспечить высокие экранирующие свойства кабеля. Оборудование работает от трёхфазного напряжения 380 В, 50 Гц; цвет корпуса соответствует промышленным стандартам.